
{kind=link}

Decidedly better quality rolls, with a dramatic reduction in peak vibration speeds during winding for all types of processing. These are the most striking results of an intervention carried out in a Brazilian paper mill and studied in minute detail.
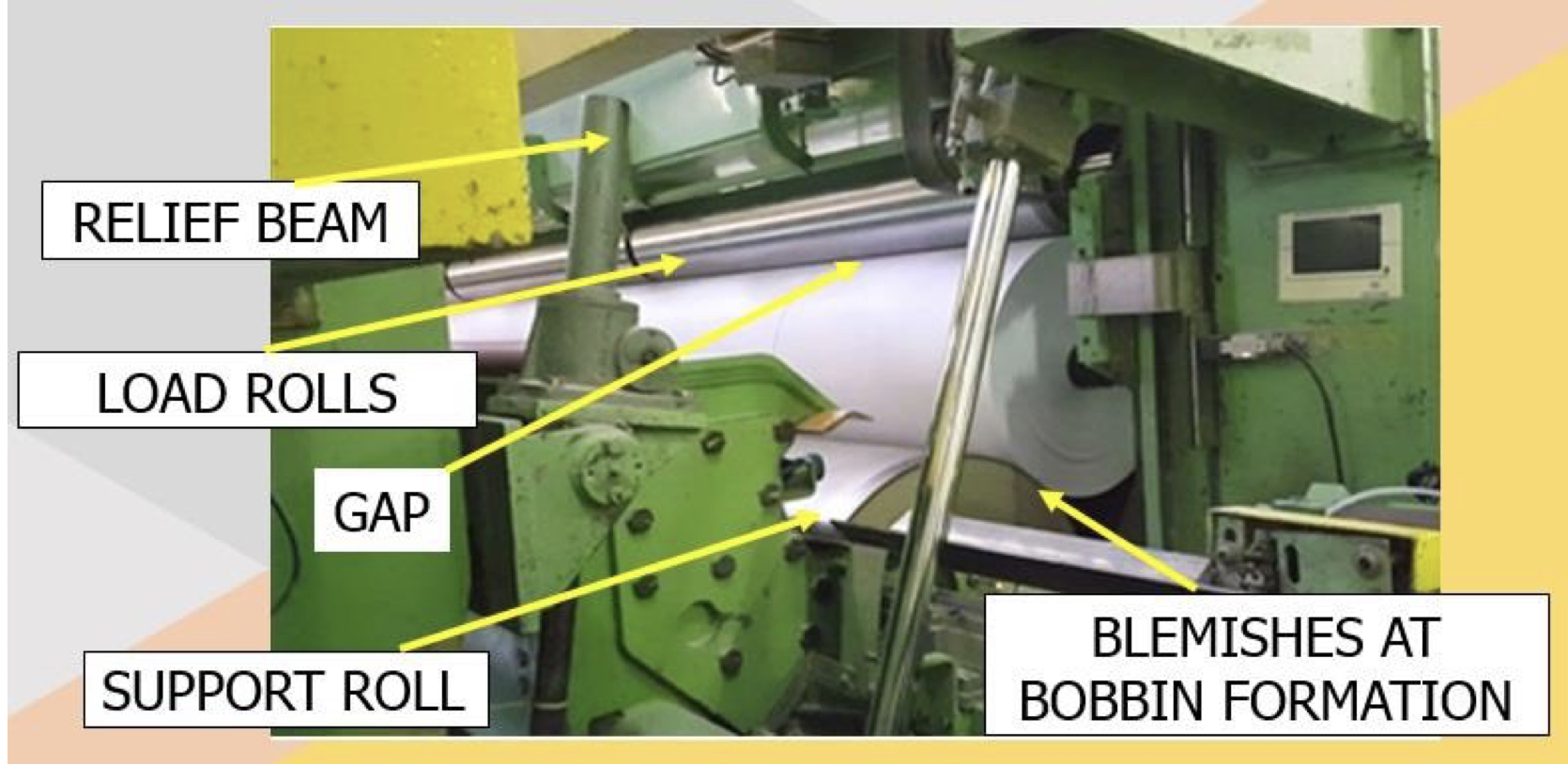
In the Suzano Pulp and Paperpaper mill http://www.suzano.com.br/en/, situated in Mucuri in Brazil, in the State of Bahia, a rewinder winds paper of 7.84 metres with weights from 56 to 104 g/m2 (figure 1); the finished rolls have a maximum diameter of 1.5 metres and the nominal speed of the rewinder is 2,500 m/min.

The rewinder has always been a bottleneck for paper manufacturing, but at the end of 2015 the situation worsened because of a 10% increase in paper manufacture. For years there have been vibration problems with the beam bearing the pressure cylinder, commonly called the “straddle cylinder”, which is formed of four cylinders in line.
The beam with the four pressure cylinders, fixed at the bottom by mounting brackets, runs vertically, distributing a controlled pressure of the cylinders on the rolls being wound, in order to maintain a constant pressure between the rolls and the two lower load-bearing cylinders. The beam, 8.5 metres wide, and the pressure cylinders have a total mass of close to 8 tonnes.
Vibrations have resulted in irregular rolls (figure 2), side creases, oval rolls, numerous breaks in the paper, low operating speed (~ 1,700 m/min), long periods of inactivity and even problems with the rewinder operators, because the vibrations are felt up to 100 metres away.

At the origin of the problem
With the specific aim of identifying and eliminating the reasons for the output limitation due to the vibration of the machine, after many ineffective attempts to resolve the problem, the paper mill decided to submit the order to EGF Engefazhttps://www.engefaz.com/en/ which accepted it, with the inclusive contractual guarantees. EGF Engefaz is an engineering company, with its headquarters at São Paulo (Brazil) and Orlando (USA), which has experience in vibration analysis, resonance testing and identifying the causes and planning solutions.
The study and resolution of this problem was the subject of the report “Maintenance engineering vibration damping of paper rewinder” presented by Bruno Celestino Fabiano, development engineer of Engefaz Group Brazil, on 12 April 2017.
After an initial analysis and the first vibration tests, it emerged clearly that the inconsistent quality of the paper and the complex dynamics of winding gave rise to micro impacts between the rolls and the pressure cylinders, making them vibrate (figure 3). Vibrations which then are transmitted to the overhead beam through the mounting brackets of the four cylinders.
During production, vibration speeds from 40 to 60 mm/s RMS were noted in the centre of the beam in a vertical direction. At the same time on the heads of the cardboard cores of the rolls being wound, the vibrations were around 120 mm/s RMS.
Consequently, it was hypothesised that such serious vibration, when the frequencies coincide with the natural frequencies of the beam, may cause resonance problems.
For this reason resonance testing was carried out on the beams of the straddle cylinder in order to identify its natural frequencies:
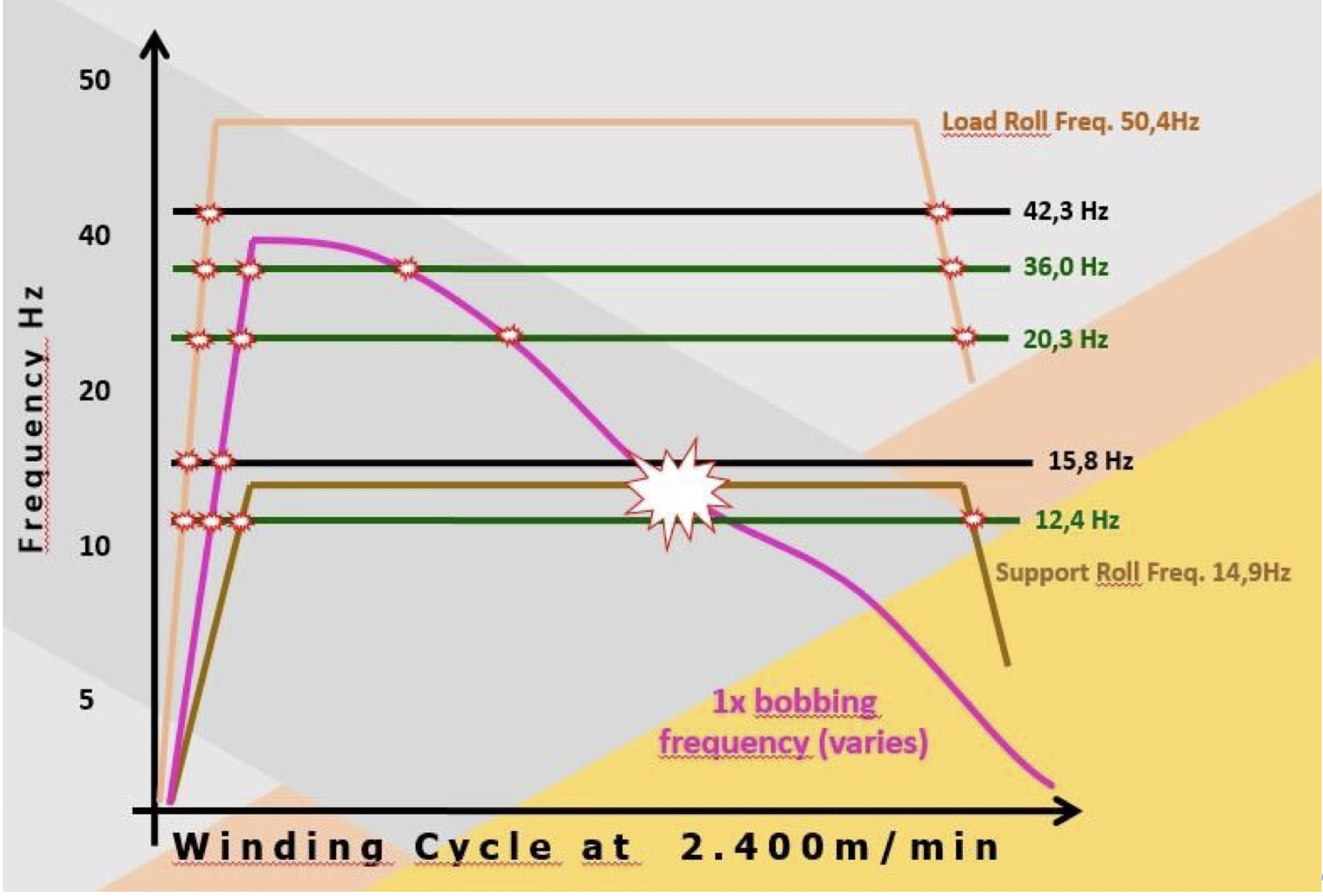
– the natural frequencies of the beam horizontally are: 12.4 Hz, 20.3 Hz, 34.9 Hz;
– the natural frequencies of the beam vertically are: 15.8 Hz, 36.0 Hz, 42.3 Hz.
After this an analysis of the spectrum of frequencies of all the rotating components of the rewinder was carried out, in all stages of winding the paper, up to the maximum operating speed:
– the four pressure cylinders rotate in a frequency range from 0 to 50.4 Hz;
– the rolls which are being wound rotate in a frequency range from 0 to 40.0 Hz;
– the rotational frequencies of the two lower load-bearing cylinders vary from 0 to 15.6 Hz.
Having found that the natural frequencies of the beam (from 12.4 to 42.3 Hz) are within the possible frequency range of the rotating components of the rewinder, the original hypothesis was proven, which maintained that these rotational frequencies fed the process of amplifying the vibrations, by resonance, when the natural frequencies of the beam of the straddle cylinder coincided with them.
The possible operating conditions which activate the vibration of the beam, by resonance, are outlined and summarised in figure 4.
Damping systems
In the course of planning and researching the solution, the solution to change the natural frequencies of the beam was discarded. It was not economically feasible and had many technical uncertainties because the rotational frequencies, with their harmonics, of the components of the rewinder could also reach the new natural frequencies of the beam.
In order to correct the vibration conditions of the machine, it was preferred to develop three distinct damping systems, in accordance with the various levels of freedom of the beam:
– reduce the energy which feeds the vibration process, damping the vibrations coming from the impact between rolls and pressure cylinders;
– stop the amplification of the vibrations on the beam, when the vibrations coming from the impact between rolls and cylinders continue to transmit through the damping system;
– reduce the beam’s level of freedom, tightening its ends and stopping its propensity to rotate, as had been found to occur.
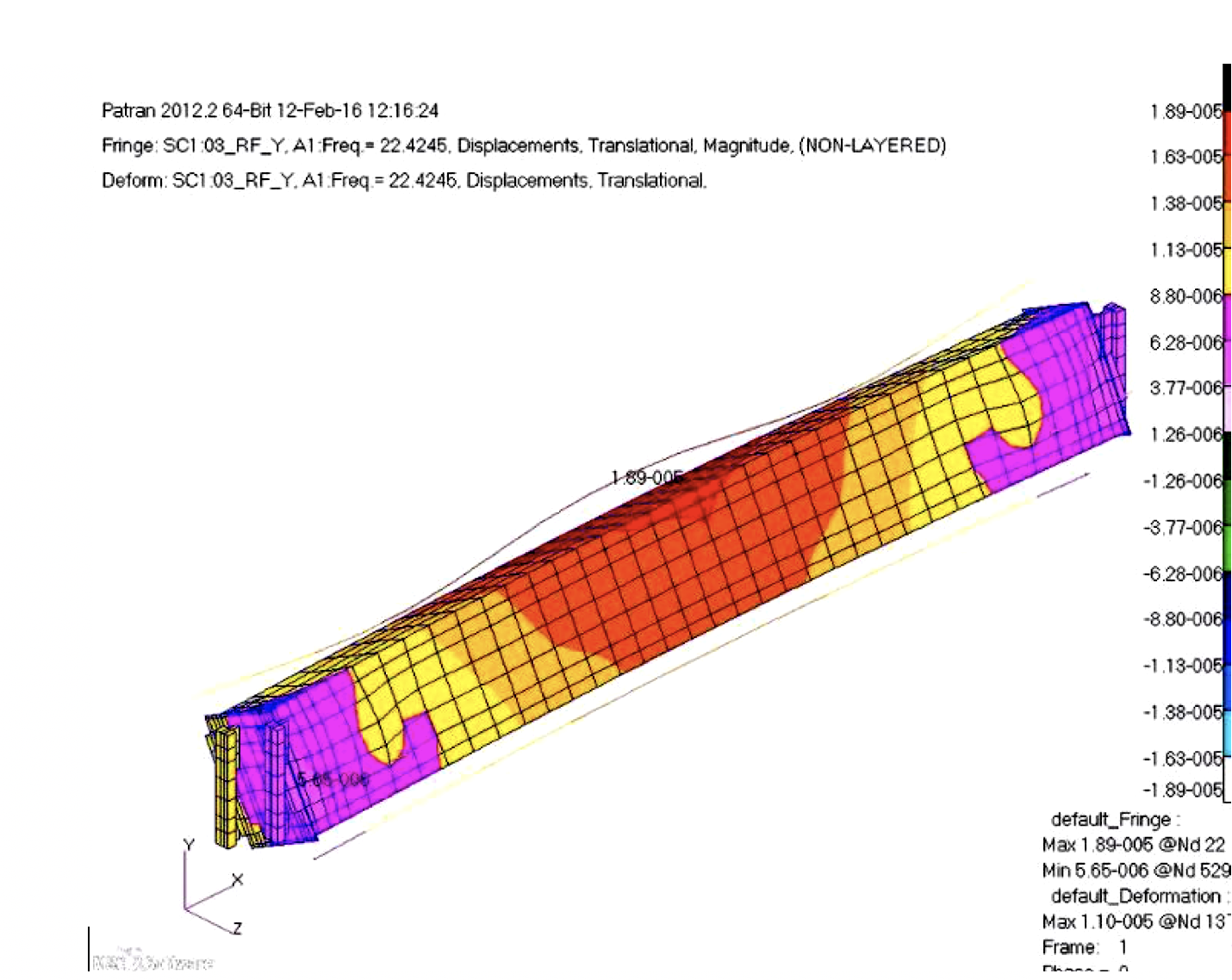
EGF Engefaz, using finite element analysis, studied the mode of vibration of the beam, the loads in question (figure 5) and the damping requirements of the process, thus allowing the most suitable materials and sizes of dampers to be designed and chosen, as well as the position in which to install them.
After simulations and tests to identify the most suitable performance of the vibration dampers, both horizontally and vertically, it was decided to use metal dampers with high resilience (figure 6).

This type of damper dissipates energy, instead of storing it, has an effective damping coefficient in a frequency range from 4 to 50 Hz, is of reduced size, and has good mechanical resistance and resilience.
The metal dampers were installed vertically, on the mounting brackets of the four pressure cylinders (figure 7).

The polymer guides (figure 8) were designed and installed, together with the metal dampers, to prevent the mounting brackets from moving horizontally.

The metal dampers were also installed on the two side ends of the beam in order to reduce its level of freedom and reduce the propensity of rotation in these areas.
In addition, on all sides of the beam, were installed the “reactive” dampers constructed from polymer with a high damping coefficient. Dampers designed and produced to dampen any vibration which might come through the mounting brackets of the four pressure cylinders and which mitigate, through absorption, the vibrations which have the natural frequencies of the beam, if energised.
Objectives achieved
The results obtained have varied. First of all, before the modification, peak vibration speeds on the straddle cylinder beam were measured of more than 60 mm/s RMS, and the average was 40 mm/s RMS; after implementation of this project, on the beam, during winding, the peak vibration speeds have reduced to 18 mm/s RMS and the current average is from 6 to 8 mm/s RMS, for any type of paper or operating conditions.
In addition, the rewinder now reaches the nominal production speed. The quality of the rolls has improved, the number of irregular rolls and ones with side creases has been drastically reduced, and there is a reduction in the number of breaks in the paper.
And also, before the intervention the paper mill showed that 36% of all the rolls produced were off-specification because of not being round; after the intervention, only 7% of the rolls were off-specification because of not being round. Finally, times of inactivity for maintenance of the rewinder have been reduced.