
{kind=link}

Ultrasounds have shown possible uses in various applications in the paper industry, but, despite the best efforts of research, over the years, this technique still has to exceed the level of curiosity and its use remains low compared to its potential.
by Paolo Carminati
Ultrasounds have a wide range of applications in various industrial sectors and are already present in paper mills: in paper machines they detect online TSI and TSO characteristics, that is fiber orientation and they are used to control the position of fabrics and felts; the ultrasonic detectors regulate the levels of tanks containing corrosive or encrusting products; and in ultrasound nondestructive testing systems, they are used, for example, for the inspection of drying cylinders.
Refining
Ultrasonic refining has been the subject of research since the middle of last century. Although promising results have been obtained, unfortunately the experiments took place with different and not comparable equipment and parameters, and this has contributed to the current lack of applications. In any case all studies have found that with ultrasonic refining the process is of traditional kind: modification of cell wall, swelling and fibrillation, but the fibers are made more flexible, with better binding capacity and resistance, and above all, there is no fiber cutting and creation of fines, and greater uniformity of fiber processing.
This is confirmed by two recent researches, the first from the University of Gothenburg, Sweden, [1] which processed two virgin fibers, one softwood (red spruce and pine), and one hardwood (birch) with an ultrasonic refiner. In both cases the results show that tensile index increases with the increasing of treatment time. Since there have not been fiber cutting actions or presence of fines, Schopper-Riegler number (°SR) increase is due only to internal and external fibrillation of fibers, which have larger surfaces that are usable for stronger bonds. The pulps were tested with scanning electron microscopy (SEM) and the images confirm increased fibrillation and absence of visible cutting actions.
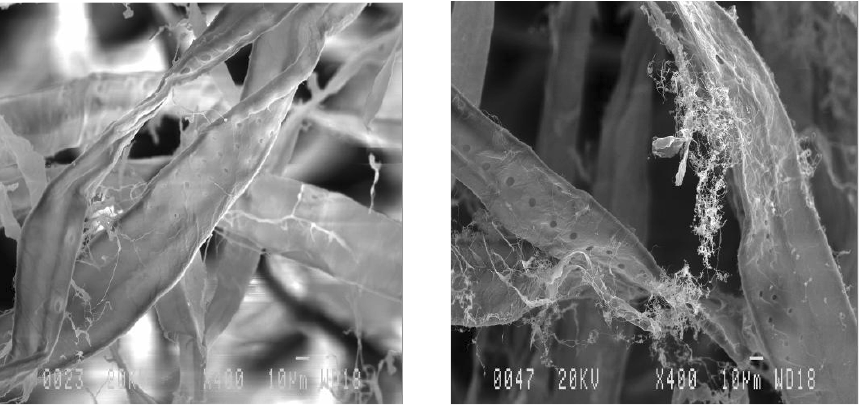
Operating data: 0.5% pulp consistency; ultrasounds with 20 kHz frequency and 35 μm width.
The research of the University of Dresden [2] compared two refining treatments of a suspension of recycled fibers for packaging paper: one with a conventional disc refiner, the other with ultrasound equipment. Researchers found out that to obtain equivalent increase in the tensile strengths, + 14%, ultrasonic treatment requires less energy, in this case 30 kWh/t. In addition, with ultrasonic treatment, the drainage resistance grew up to 4°SR, while with the disc refiner it grew up to 13°SR.
The influence of ultrasonic treatment on CMP pulp bleaching
The impact of ultrasound shock waves on the fibers’ surface changes their morphology, resulting in a larger reactive area and fragmentation of materials, which are always present on their surface. These actions improve the affordability of bleaching chemicals and products’ yield. Moreover, rapid heating and cooling, during cavitation, provides favorable environment for many reactions.
The research of the University of Beijing [3] has studied the effects of ultrasonic pre-treatment before single-stage bleaching with hydrogen peroxide of chemical-mechanical pulp (CMP) of poplar. Comparing the two bleaching treatments, with and without pre-treatment, with ultrasonic pre-treatment has showed the most favorable effect of a 3.5% ISO increase of brightness, reaching a final value of 80.2% ISO.
Using the agro-residues of annual plants
Austria, Belgium, Germany, Hungary, Spain have set up a consortium for the study of the delignification process [4], assisted by cavitation, of annuals’ residual straw: wheat, rice, corn and flax, in order to turn it into raw materials for the paper industry. The goal is to make the traditional process competitive, energetically more efficient and environmentally sustainable by giving, at the same time, more properties to the fiber. The actions of delignification and crushing of silica products are due to turbulence generated by cavitation, with a mechanism similar to the one described before, which reduces the use of chemicals, response times and temperature. Tests confirm that agro-waste, turned into mixture for paper has acceptable strength properties. The process showed a good yield, by requiring less energy, fewer reagents and releasing fewer residues. Inquiring about possible uses, research has found that the characteristics of wrapping paper can be improved by adding a percentage, up to 20%, of agro-waste fibers. As with paper for corrugation machines where SCT and Scott-Bond grow, without negative influences on CMT and bursting strength. All this only with a slight increase in drain resistance, which is less than 10%.
De-ink
Early attempts to remove residual ink from the fibers of recycled mix, with the help of ultrasonic waves, started in the ’70s. The results of studies are the following:
a) ultrasounds are an effective means to reduce the size of ink particles (toner, polymeric, UV-cured ink) and make them accessible to flotation and washing processes [5].
b) varying the ultrasonic frequency it is possible to select the size of ink particles in order to adapt them to subsequent deinking and cleaning processes.
c) ultrasonic treatment is positive because it allows achieving the best results in the fragmentation of particles, in neutral or acidic conditions, thus reducing yellowing from alkali and using less chemical whiteners. Reduced pH values are also an advantage when processing paper with flexo prints.
A new de-inking technology has been developed in Japan, the CV-jet, a hydraulic-based cavitation jet that can be used for recovery papers [6]. The pulp suspension is injected into the reaction tank through a high-speed jet, around which cavitation is generated.
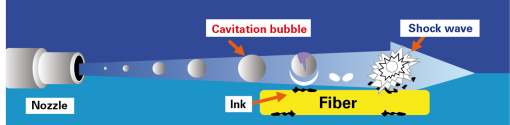
- Basic concept of CV-jet treatment.
The impact caused by the cavitation bubbles implosion separates from the fibers’ surface and breaks up inks, binders and contaminants. This method has the advantage of being able to control the phenomenon and cavitation intensity by varying the jet speed and the counter-pressure in the reaction chamber. It was also found out that this system generates waves with wider ranges of ultrasonic frequencies, unlike conventional systems that operate at a specific frequency. The effects of CV-jet were studied on two types of recovery papers:
1) with office waste paper (MOW), where it achieved satisfactory results in terms of deinking, even with less or without chemicals and the aid of temperature, always without damaging or cutting the fibers.
2) tests with old newspapers and magazines (ONP/OMG) have shown that it is effective not only for the inks’ separation, but also for the dispersion of stickies, as during the tests the number of macro stickies in deinked paper (DIP) has decreased.
Improving sheet formation
By installing a foil that generates ultrasounds, in the sheet formation section, it is possible to adapt the formation and characteristics of the paper, online, by changing the parameters of the ultrasonic generator. The system has been tested on a pilot machine with different pulps and different types of paper [7]. Tests have shown that the size of fiber agglomerations can be reduced. By reducing discontinuity points, even strengths are improved.
Paper surface treatment
The University of Dresden has studied the changes that can be obtained on the surface of paper with the help of ultrasounds [8]. Tests were carried out with a pilot calender where:
- the lower backing roll is driven by an electric motor,
- the ultrasonic module basically consists of a non-driven upper roll which is axially coupled to the converter and which acts as the sonotrode,
- both rolls are pressed against each other by pneumatic cylinders.
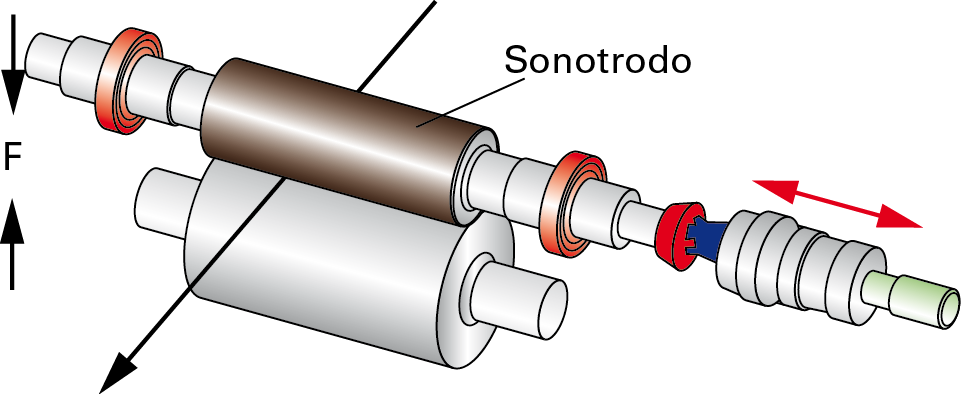
In the contact area, ultrasonic oscillations, together with line load, modify the topography of the paper surface. With relative motion in transverse direction, at a frequency of 20 kHz, the friction in the contact nip between the ultrasonic roll and the paper surface, generates a frictional heat that can reach up to 230° C, a temperature at which paper components soften and become elastic, by deforming the sheet surface. Leaving the contact line the paper cools and smoothing becomes permanent. An advantage is that ultrasonic calendaring requires, at equal smooth value, less line load, resulting in less sheet compaction (bulk). With the same weight, this allows increased bending stiffness and opacity. However some limits have been found for coated papers.
New applications
But, investigating further, other applications of ultrasounds in the paper manufacturing process can be found, in addition to those already studied:
The process of the degassing and defoaming of liquids can be made visible in a glass beaker of freshly-poured tap water, ultrasonication will force the small suspended bubbles to coalesce and to move up rapidly in order to dissolve. The time of contact between liquid and gas and its re-dissolution reduces. This may be important for air removal from the stock flow and also from high viscosity liquids (e.g. the coating color).
b) The heat generated locally from cavitation and resulting radicals lead to a microbial inactivation. The ultrasonic intensity can be varied over a wide range, adapting it to the process. There is no news confirming that such application has been designed for use in paper mills.
c) There are efficient ultrasonic systems for cleaning wire, online and continuous, before their coating, wires of any ferrous and non-ferrous material. This technology could be used for the cleaning of fabrics, in paper production.