
{kind=link}

Optimizing the production process with a marked reduction of raw material and energy waste. This is the concept at the basis of the Voith Papermaking 4.0 project.
Is the paper industry ready and well prepared to enter the first stage of the New Automation Systems Industry 4.0?
To answer this question, it is worth carrying out a detailed analysis of the Papermaking 4.0 project by Voith.
Figure 1 shows the basic concept of all Voith Papermaking 4.0 solutions, whose main goal is to optimize the production process with a marked reduction of raw material and energy waste.
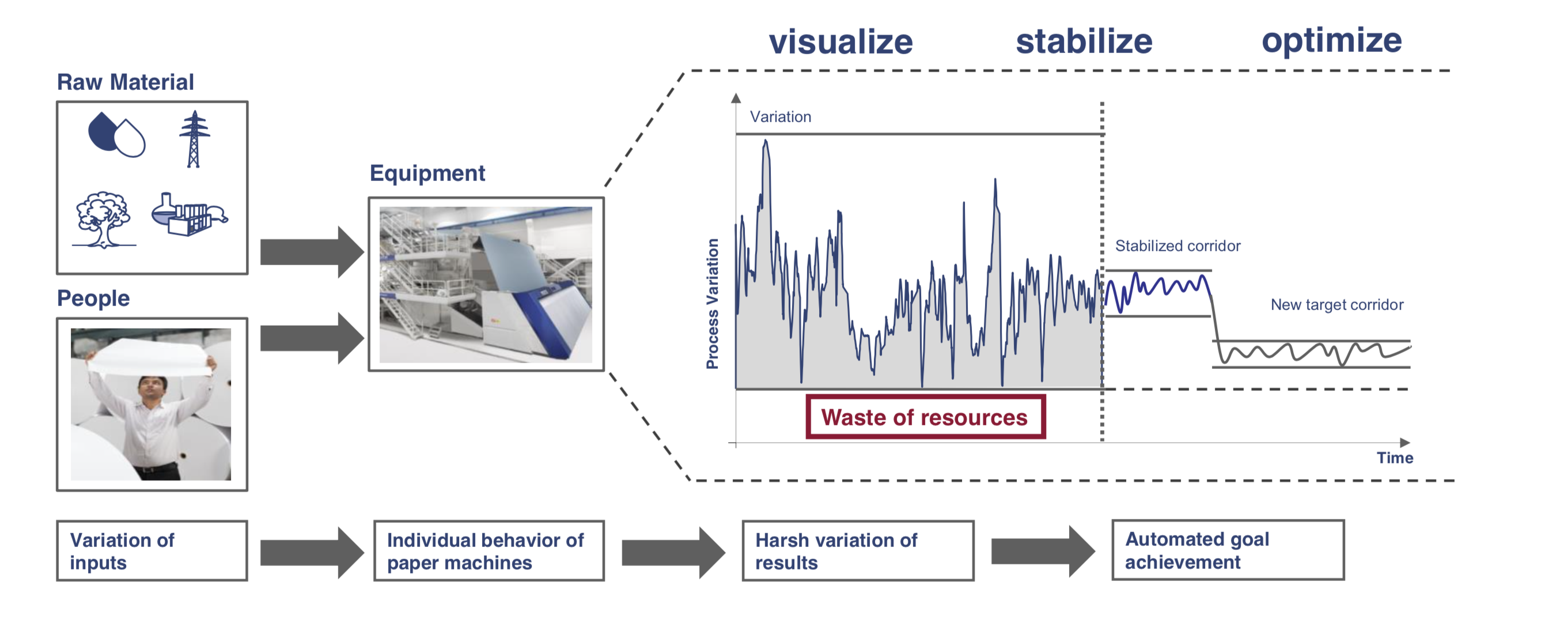
First, it is necessary to analyse what is taking place in the unstable production process of paper. The information collected from said analysis will make it possible to enter the second stabilization stage, to then move to the final optimization stage. All this is made possible through the use of virtual sensors,which, without the need for a physical sensor, make it possible to constantly monitor paper resistance.
At the present stage, the master paper maker is basically not knowledgeable when it comes to choose between one lab measure or another, for instance when it comes to the SCT CD index.
For the production of a reel, the collection of a sample, its conditioning and the lab tests, even two hours can elapse. The detection of values that are out-of-standard in the lab might, therefore, means two hours of waste.
With virtual sensors, paper resistance can be constantly monitored, with the lab carrying out only verification activities.
Creation of virtual sensors
The necessary phases to create a virtual sensor are manifold.
Initial off-line modelling stage including the following:
– acquisition of lab data, together with the corresponding process and quality data provided by machine DCS / QCS
– verification of acquired data, their correlations and elimination of abnormal values
– definition of physical / statistical models and formulas, where process, quality and lab data can be introduced
– tests to check the functionality and reliability of the formulas to manage each technological parameters
– validation by means of verifications and cross-checks.
On-line implementation stage:
– implementation in the installation ends with a general control, which is generally conducted in collaboration with machine operators, who receive all the information on the new operational system and working instructions
– check of the correspondence between the values processed by models and real data, and self-calibration of the system algorithms.
Validation stage, during which you make sure that:
– virtual sensors guarantee for the constant reliability of the values foreseen on-line and that these values correspond to the values detected in the lab
– what procedures and timing are necessary to realign after the deviations that occur during critical stages
– during type or transition changes, the deviation between on-line values and lab values is within a ±5% range
– the modifications are correctly viewed, so as to make sure that the adjustments are carried out without waiting for the lab results.
The predictive control
Screenshots, like the one shown in figure 3, provide information on paper quality in an easy-to-understand way, so as to rapidly identify all process modifications.
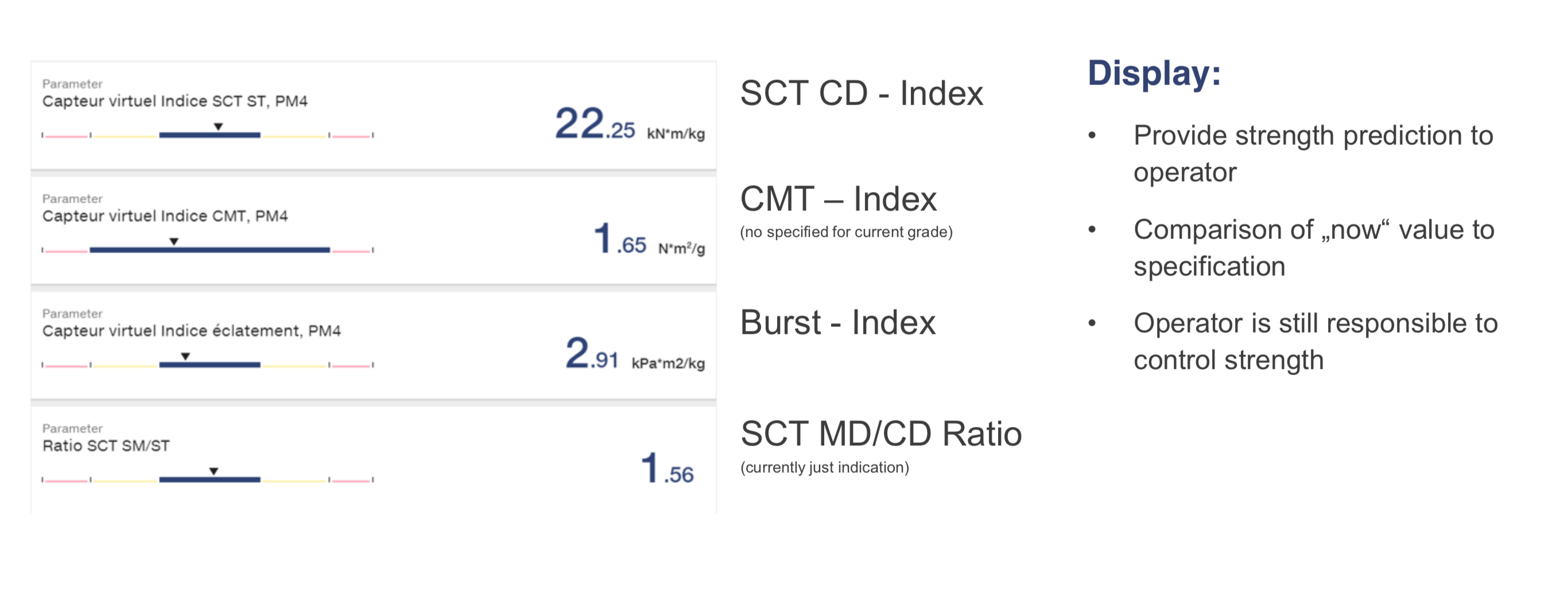
The resistance values of the finished product provided to the operator can be compared with the values required in the specifications. In this stage, the operator is still responsible for resistance control.
At this stage, a large number of paper properties can be predicted thanks to off-line models.
Virtual sensors are a turning point in the on-line constant measurement paper resistance values, as they facilitate the assessment of the real situation. In case of variations and fluctuations, however, it is difficult to decide what actions should be implemented through different actuators, especially when several objectives need to be optimized.
To solve these problems, a model predictive control (MPC) was designed and built to facilitate the decision-making process.
The MPC is extremely effective for its capacity to simultaneously manage and optimize the targets of several and sometimes contradictory parameters through a well-defined set of actuators with very short reaction times.
All MPC decisions are based on a pattern of cause and effect for all actuators, which can be programmed not only to view and stabilize the resistance values of the finished product, but also to signal in advance irregular situations by sending a warning to the operator, who is free to act beyond the predictive control.
System settings support rapid variations in quality, but they do not foresee aggressive adjustments to maintain values within the parameters set by the specifications, as this might bring about breakages in the machine.
The MPC, which simulates and thus foresees the effects of modifications, is useful for paper manufacturers to optimize and reduce the raw materials used or their waste, thereby limiting out-of-standard productions.
The system can view the economic savings deriving from its use, as well as differences in the cost of individual possible alternatives.
An application case
The following case-study illustrates, by way of a simple example, the application of the theoretical model. In a real project on the application of virtual sensors and MPC in the paper mill, one of the main targets of the digitalisation activity was to optimize the use of surface starch used to improve paper resistance, trying to keep starch quantity within specified limits.
Surface starch is the rapid and effective corrective agent, which compensates paper resistance deficits, variations due to raw materials, e.g. paper to recycle, and process variations. Nonetheless, due to the high price of starch the master paper maker is induced to reduce the application of surface starch to a minimum.
So far, master paper makers did not know the specific resistance value at the moment when paper was produced. As a consequence, they would adjust starch concentration trying, first and foremost, to avoid waste.
In this case, resistance values influenced by the percentage of the surface starch applied are SCT (short-span compression test), CMT (corrugate medium test) and Burst.
The information predicted and viewed on the screen through virtual sensors in figure 3 above can already be used to stabilize resistance values through a much more rapid application of standard methods. The minimum and maximum limit values for each resistance, which allow operator to limit an excessive use of resources, are also provided.
With regard to the case in question, the display shown in figure 3 indicates that the SCT CD index has a tendentially high value, the CMT index is not influential for this type of paper, the Burst index is slightly low, however within an acceptable range of values, and the values of the SCT MD/CD ratio are only indicative.
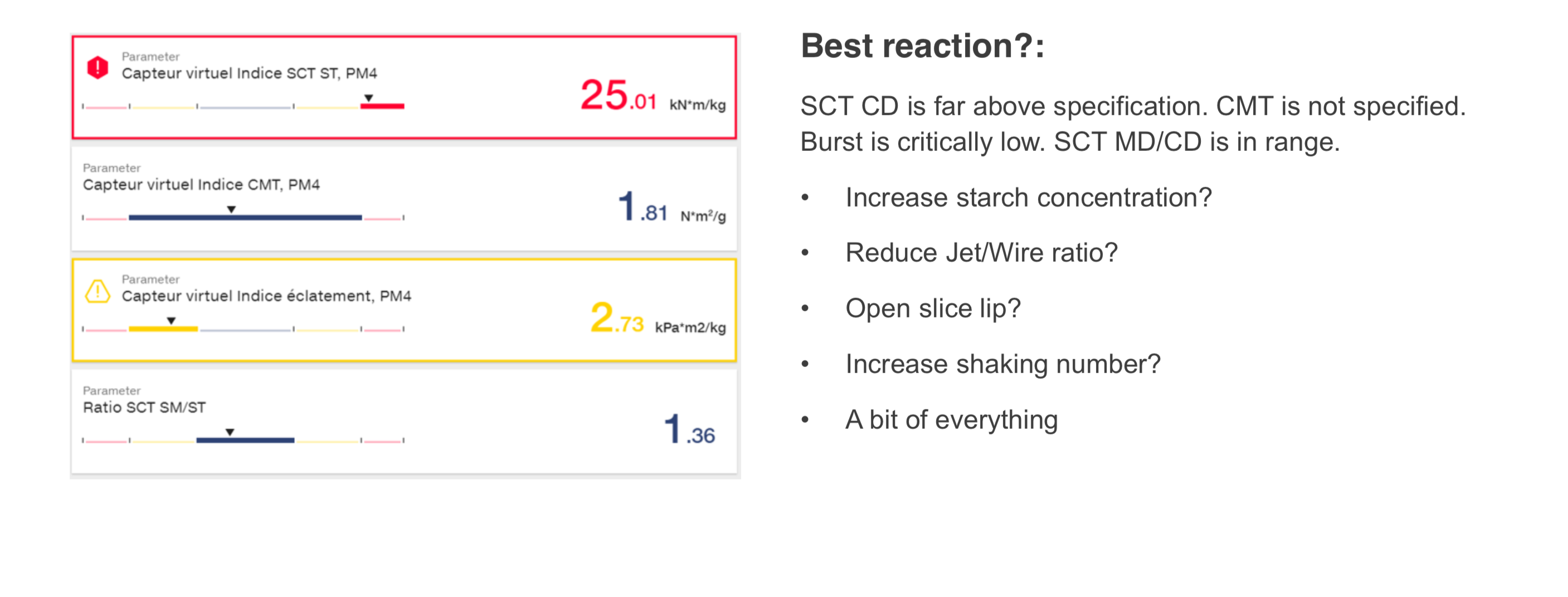
Although evaluating the current situation is easy, it is difficult to decide the necessary steps to take in case of process fluctuations. Is the SCT CD index is well below the specified value, the CMT value is not specified, the Burst value is very low and the values of the SCT MD/CD ratio are within the range, one has more options to choose from, each of them having different effects and with significant differences in terms of quality, resistance values and production costs (figure 5).
The MPC contribution
With the information above available, the option chosen for the correction largely depends on the operator’s experience, which also corresponds to the least number possible of breakages in the PM, as was said. Deciding what the most advantageous adjustment should be is a complex task. The MPC can coordinate the set-points of several actuators at the same time, while it tries to reach several targets, thereby viewing the results of the choice made.
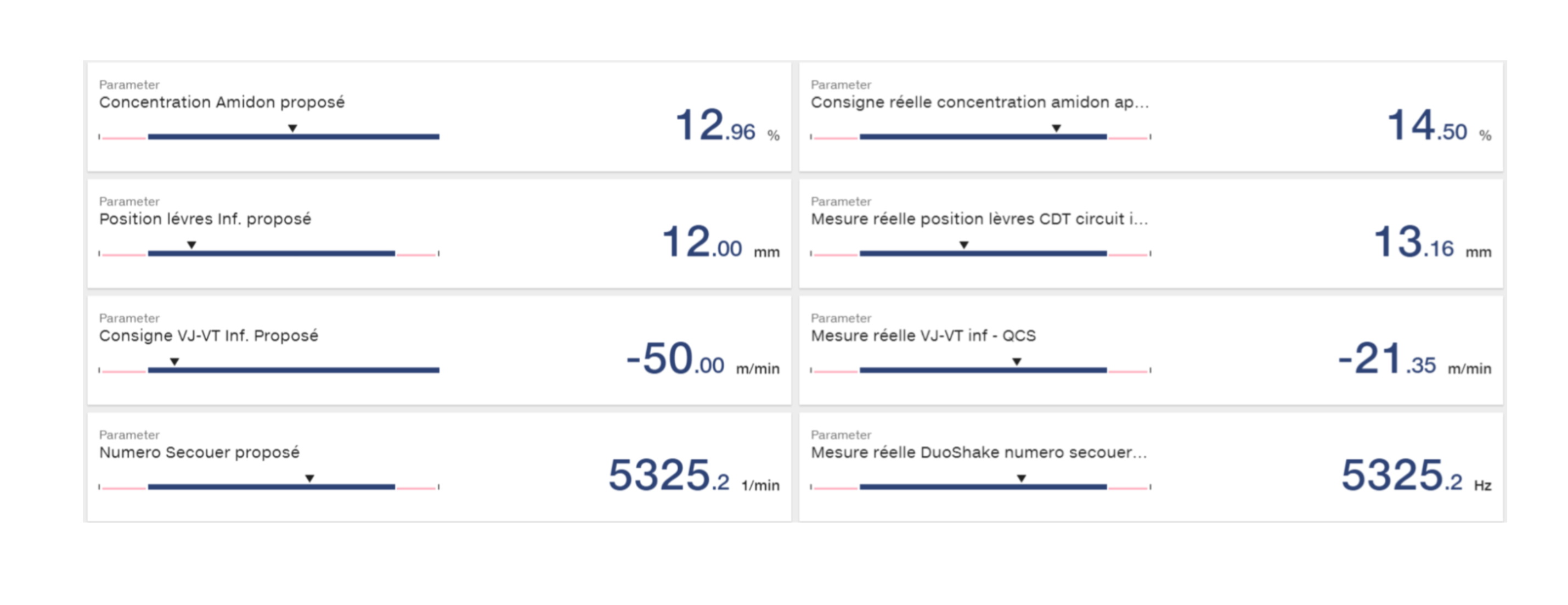
In the case analysed, the MPC tries to keep the values of SCT CD, CMT, Burst and SCT MD/CD ratio within the specified limits at the same time, to then stabilize them (figure 6). In order to reach the desired targets, it uses the actuators of the controls of the following: opening of the headbox lip, ratio between the jet/wire speed and frequency of the wire shaking. At the same time, it adjusts starch concentration trying to reduce it to the minimum.
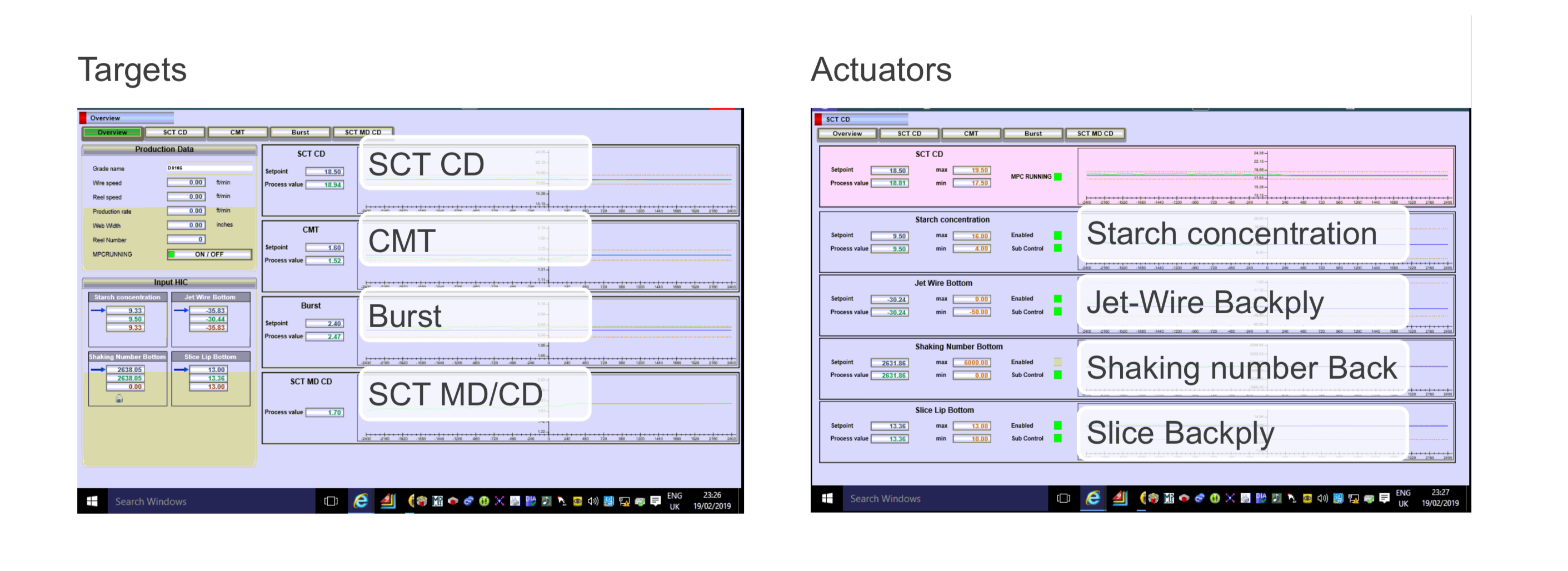
This capacity of the system provides for ideal process settings, with adjustments that take all specific targets into account, while actuators are used by weighing them depending on the specific effect to reach.
The operation of the MPC adjustment of all actuators in parallel can hardly be reproduced manually.
The MPC used has been programmed, so as to foresee the desired effects of each adjustment. As with the modification of the jet/wire speed ratio, here too the resistance values in the ratio between CD and MD are changed, and a slight closure of the lip increases retention end and helps both parameters.
In order to carry out the weighted adjustment of several targets with contradictory effects, specific information have been used, e.g. 1 m/min in the jet/wire ratio leading to a 0.03% increase in the SCT CD value, and a 0.01% and 0.05% reduction in the CMT and Burst values respectively.
The result of calculations based on programmed models is provided to the operator through the same and easy-to-understand interface used for the assessment of the situation. Figure 7 shoes the actions set.
After the master paper makers has seen them, if he agrees, he can share them, or else he can modify them to face possible critical situations in the operation of his paper machine.
In the case examined, the digital transformation has changed the way in which the concentration of starch is adjusted from reel to reel, with the possibility now to adjust starch concentration in a constantly monitored, regulated and optimized one. Based on the results obtained, starch concentration has on average decreased by 1.5%, in absolute values, with a subsequent reduction of about 10% in starch consumption.
Virtual sensors and the MPC can carry out described tasks, as they have been programmed and implemented based on the physical and mathematical knowledge, the well-proven knowledge of the papermaking process and the specific working parameters of the production machine, as well as on the experience made by machine operators.
The success in the introduction of innovative systems in the production line requires a careful planning of a transition phase, during which one can take advantage of modern controls and gain from the experience of machine operators at the same time, towards complete digitalization.
When operators are directly involved in the process of control configurations, as well as authorized also to provide inputs and have a say in deciding over the process final settings, resistances disappear and innovation is seen as is, i.e. as a tool to make everyday life easier. At this stage, innovation will be considered as a request coming from them and no longer as a job-threatening process.
Reference: paper presented on the occasion of the 2019 Aticelca Congress in Turin: Reducing starch by applying virtual on-line strength sensors by Juergen Kaeser, Director of paper process applications for the Voith Group.