
{kind=link}

Moisture under control thanks to a new system of sensors that make it possible to manage moisture levels in various production phases, thereby improving final product yield and resource consumption. Paper mills can choose between two systems: one can be applied to the wire section and the other multipoint system for moisture control in various parts of the PM. This results in significant annual savings.
Improving process efficiency with the twofold objective of increasing the quality of the final product and promoting a more rational use of energy and resources requires a constant monitoring of all sensitive production phases. The role played by Quality Control Systems (QCS) here is paramount. They make it possible to constantly monitor parameter along the entire production cycle and act immediately if corrections are needed.
In order to further improve this approach, Valmet https://www.valmet.com/ has developed a new control system for the integrated management of moisture in the paper-making process. The system was illustrated on the occasion of the 2019 Aticelca Conference by Valmet Automation product manager Mikko Viitamäki.
Solutions and sensors
It is universally known that the ability to manage paper moisture values and control the drying process during the paper wire process is decisive not only in view of the good quality of the final product, but also in order to optimize the production costs linked to energy consumption for wire section water removal.
The possibility to have as much information as possible on the process conditions and process parameters enables paper mills to better manage production.
As explained in the study presented by Viitamäki, the complete monitoring of the process requires the presence of measurement devices in the entire PM. Not only do process conditions vary, but the dry stock of the web develops in different parts of the cycle, hence the need to resort to various technologies for the measurement of the moisture content.
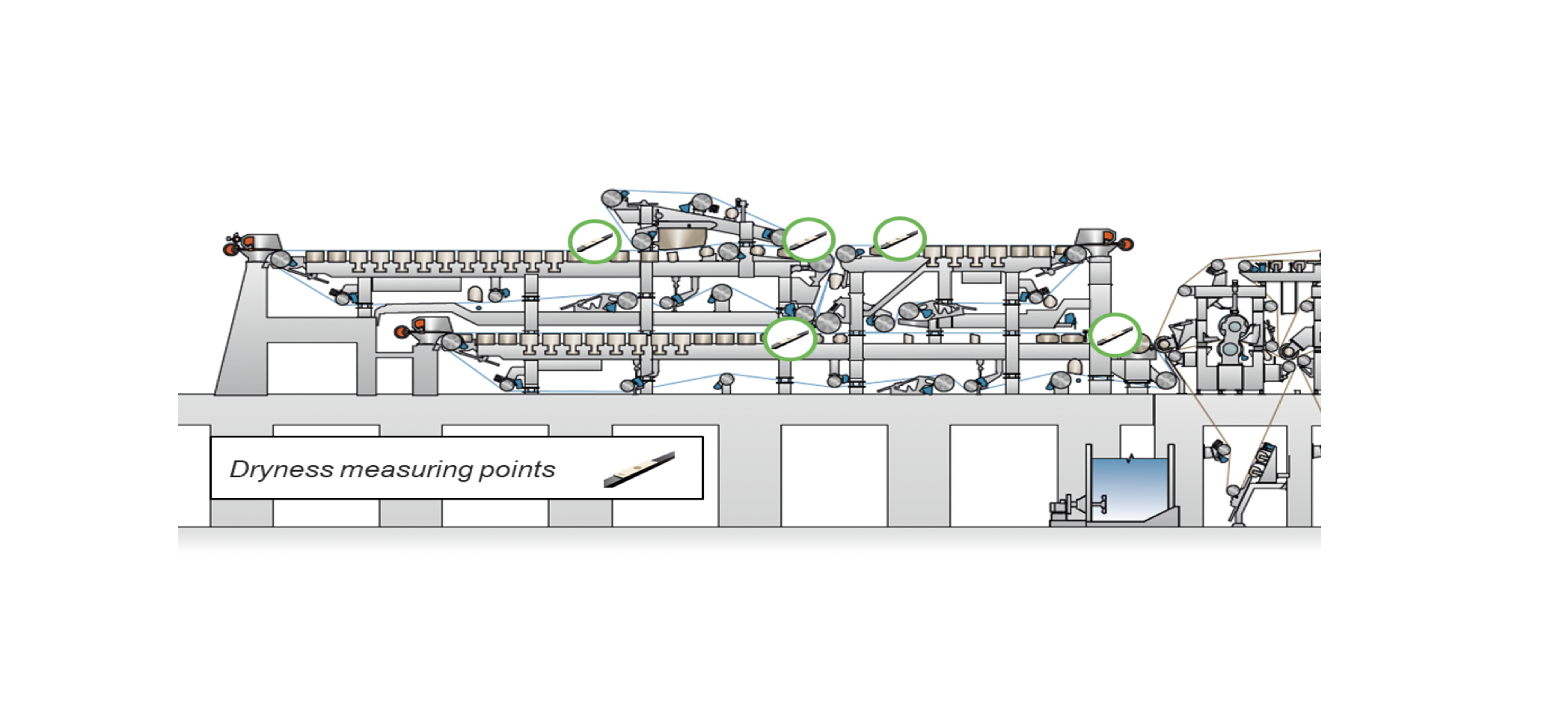
Valmet has designed two solutions, which make use of sensors and allow for constant monitoring in the PM sections concerned: the IQ Dryness system, whose sensors are built-in the wire section, and IQ Multipoint Moisture with sensors installed along the paper machine, from the press to the drying groups (figures 1 and 2).
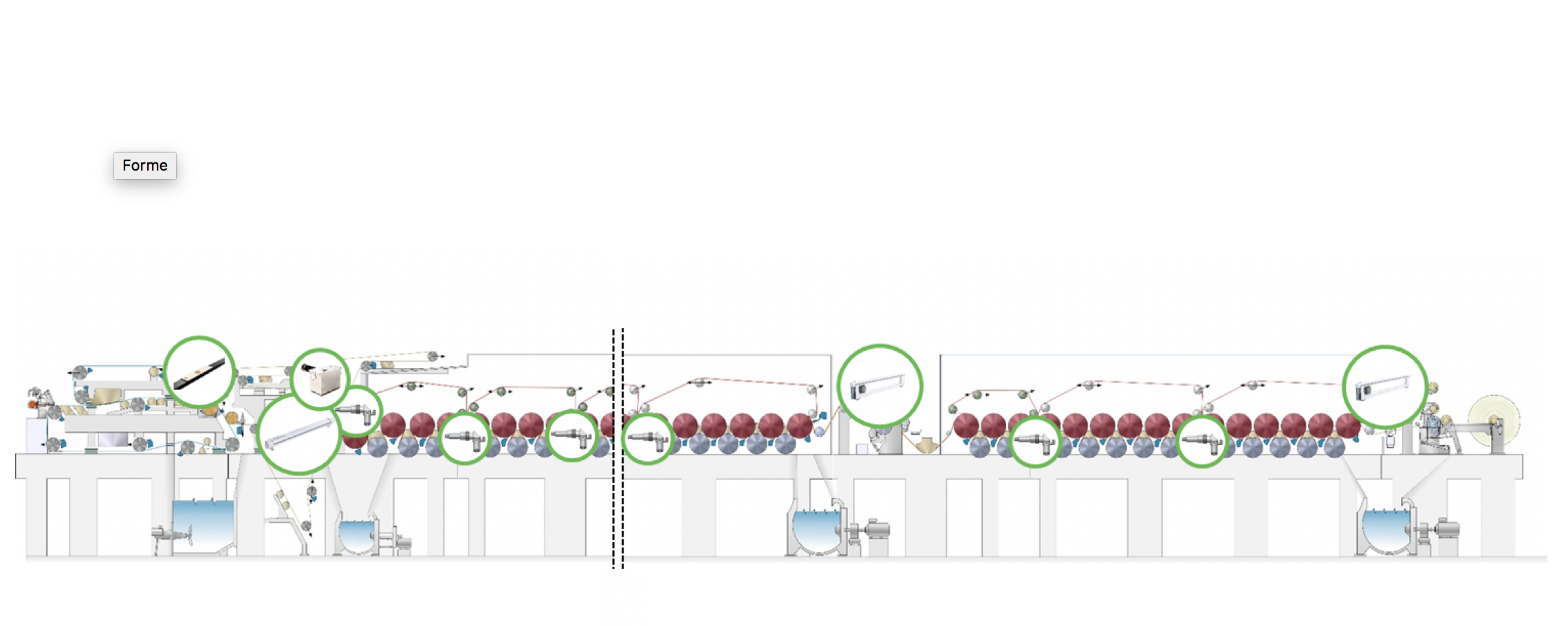
The wire section
IQ Dryness measures the moisture in the wire section. In this section, where the content of dry stock is still rather low and generally ranges from 2 to 20%, the microwave technology is used. Measurements are taken directly in the headbox, «measurement plates are installed under the wire in various positions», explains Viitamäki, «before and after the wire section and then at the end of the foundrinier, as well as before the exit to the presses. Through these measurement points we can obtain essential information on the cycle phases concerned and, more generally, understand how the drying in this part of the process is carried out». Thanks to the new Valmet technology, paper mill technicians can have an immediate answer to changes in temperature or vacuum in this section, as well as to changes in parameters.
As regards technology, the device is made up of a measurement plate, with the measuring unit placed on a ceramic plate that is contact with the wire (figure 3). The sensor is built in the structure and measures both the water column through the wire cloth and the belt temperature. The plate is installed in touch with the wire, thereby preventing the dirt to accumulate on the surface of the sensor. Furthermore, «the adjustable brackets provide for free cross-sectional positioning, which is of paramount importance as it allows to decide where exactly to effect measurement based on the specific process concerned».
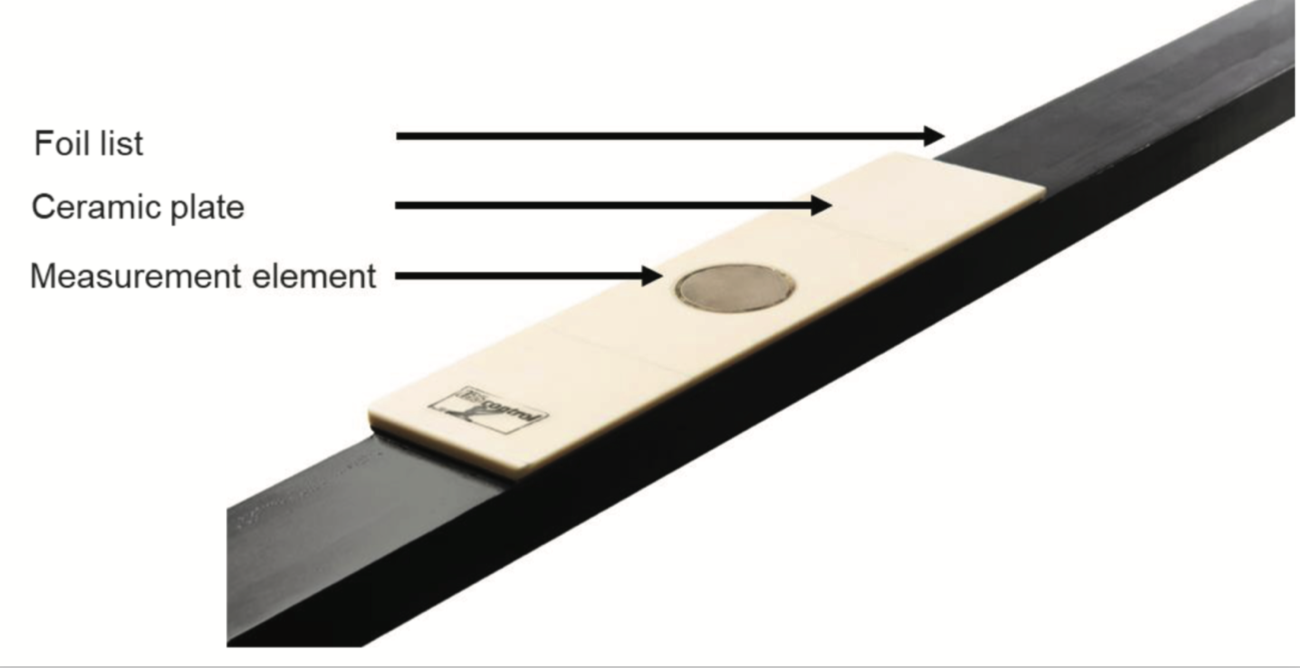
The manager explains that microwave measurements are based on resonance frequency changes: «thanks to this we can now measure and see what is the thickness of the water column on the wire and the extent to which said thickness changes, as resonance frequency depends on the thickness of the material and its actual permittivity. The drying value is then calculated. Temperature also has to be calculated, of course, to make up for environmental changes».
Maintenance is yet another important element of the IQ Dryness system. It can be carried out also during machine operation, whereby Viitamäki states that, based on his experience, the necessary maintenance is reduced to the minimum.
Multipoint measurements
Along the production cycle, the wire section of the PM is followed by the press section and the drying section, where a different measurement technology, i.e. The infra-red (IR) measurement technology is implemented: it is here that the sensors of the IQ Multipoint Moisture, i.e. an ad hoc designed system, are applied and complete the moisture monitoring activity. The manager goes on and states that «in these sections we can use the infra-red measurement technology». The sophisticated optical sensors of the IQ Multipoint Moisture system enable to «measure completely dry paper, as well as a moisture profile up to 70%. The system can work in nine different positions on the machine with just one device. In this way, it is possible to measure the moisture content from the press section onwards, also inside the drying group». The information obtained with this multipoint system are extremely valuable for paper manufacturers. As Viitamäki explains, «these measurements can be used as soon as the production process starts and this obviously allows to save time and improve quality since the start of the process».
The optic fibre technology of the IQ Multipoint Moisture measurement probes the extreme compactness of said fibres make it possible for them to be placed also in difficult positions of the PM and use them without any problem even in environmental prohibitive conditions, for example at very high temperatures. The probes do not contain electronic components that might be disturbed or activated by the hot and humid environment (figure 4) and the measurement signals are sent through optic fibre cables to a centralized system that is placed next to the PM.

The potential of the IR technology
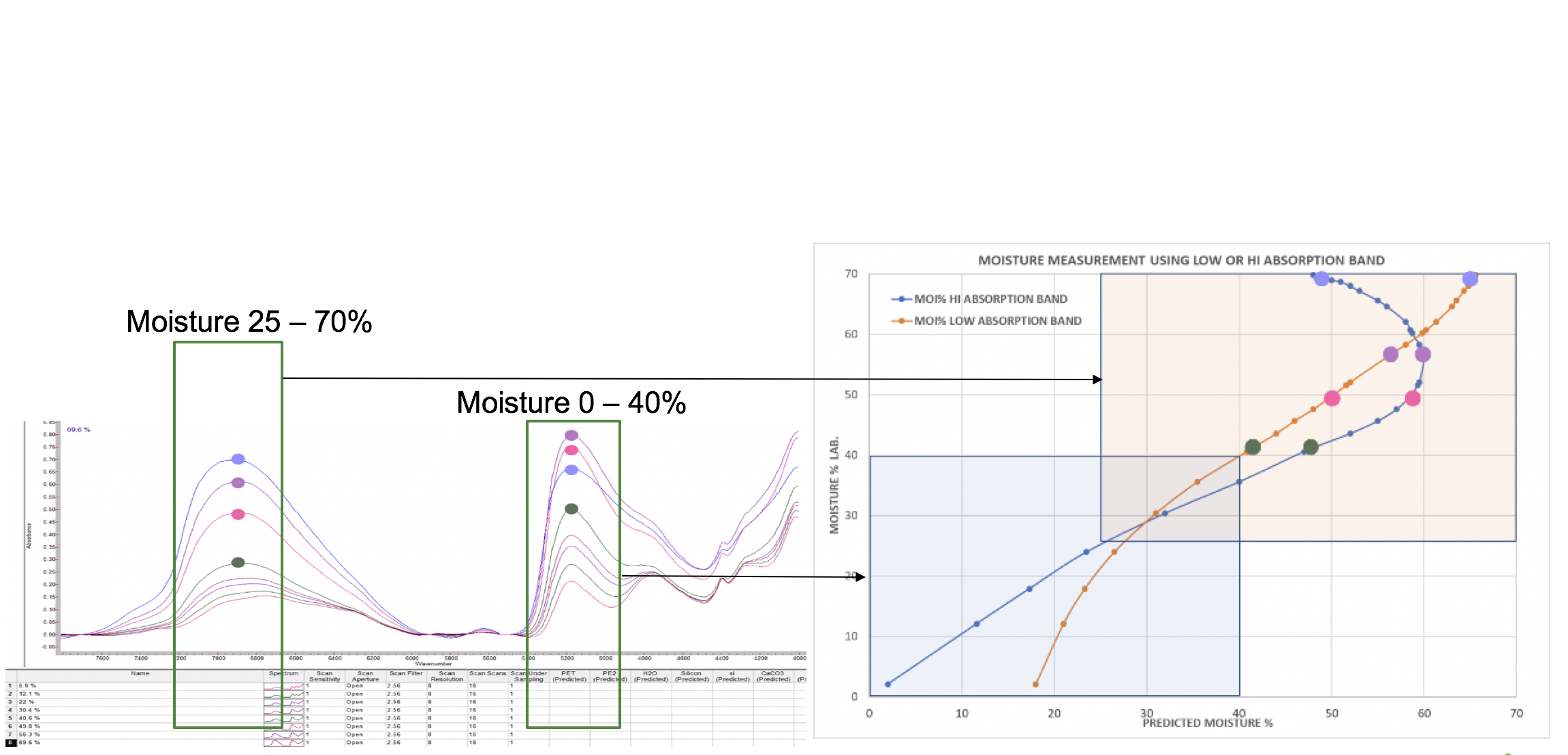
The potential of the IQ Multipoint Moisture infra-red technology lies, as was said, in the possibility offered by the system to measure accurately the moisture value from 0 to 70%, with the technology tested for this wide range of values. Thanks to this feature, the technology can be successfully used also in challenging environments, like the press section. Properly placed absorption bands enable the IR technology to measure the moisture content within the time interval indicated. «There are two points in the infra-red light frequency spectrum, which are defined low absorption band and high absorption band», explains Viitamäki; «specific moisture data can be derived from these two points, which make it possible to identify the moisture value and understand how the production process changes depending on the content of humidity present». Specifically, while «the low absorption band provides reliable date also with a high moisture content, if you use the high absorption band the reliability of data falls below 50% of the humidity content, while showing a better result in a range between 0 and 40% of said content» (figure 5). The technology proposed, therefore, provides for a reliable coverage of the whole range.
Not just economic advantages
The management of moisture in the paper-making process, explains Viitamäki, offers a considerable potential to improve the PM machinability and optimize energy consumption, thereby maintaining and optimizing quality, wherever necessary. To this end, Valmet technicians have carried out a number of simulations that showed how several advantages can be gained, provided that the moisture content is accurately measured in the various stages of the production process and correctly managed. The calculations obtained from the modification of the dry stock have shown to influence production speed and energy saving to a significant extent. For example, it has been shown that it is possible to increase the content of dry stock by operating the machine at full capacity, thereby also increasing production, or that it is possible to save the energy in the drying section, which, if calculated on the average price of energy, can correspond to an annual saving of about € 2 millions. In order to achieve these improvements, solutions for the measurement of humidity that are applied on the whole PM are needed, with full integration with quality control; these solutions correspond to reliable and accurate measurement technologies. «This type of approach uses distributed measurement systems together with advanced control methods, and makes it possible to achieve ideal and balanced quality, as well as considerable energy savings».