
{kind=link}

In this firm, cutting-edge analytical approaches are adopted for the study and prevention of product and process non-conformities. To this end, the results of studies carried out on deposits found in several areas of the production facility are illustrated. The approach used is based on analyses conducted through infra-red spectroscopy and electronic microscope with elemental analysis, which make it possible to identify to chemical nature of the contaminants observed and identify their causes.
This methodology has enabled to investigate the creation and growth of deposits over time, thereby identifying the organic or inorganic nature of the first aggression to the material. A second method based on gas-chromatography combined with mass spectroscopy was optimized to study the generation of unpleasant odours in some types of final products. Through this process the volatile compounds that cause the odour perceived have been identified and associated to the process parameters used.
Introduction
The growing attention paid by the paper sector to environmental sustainability and the reduction of water resources consumption has led to the reduction of the use of fresh water and the following closure of water cycles.
Process waters flow again in the production process and thus tend to absorb contaminants of various nature. Parts of pulp-based material are generally found, like fines, mineral charges, organic colloids and material of biological nature. [1]
Fines are generated by the breakage and laceration of fibres due to the mechanical action exercised during processing; mineral charges can stem from the fresh waters used in the production cycle or the use of charges, like talc, kaolin, silicates, etc.; organic colloids are made up of all those hydrophobic compounds that are naturally contained in pulp (e.g. pitches) or are introduced as technology adjuvants (e.g. polyacrylamides, polyamides, surfactants, etc.); finally, the organic material is composed by the products of microbiological activity.
The concentration of these types of contaminants in the production cycle cause several problems, like
– the formation of stains on the paper/cardboard;
– the formation of holes and tears;
– the reduced activity of technological adjuvants;
– the reduced capacity of fibres to interact with technological adjuvants;
– the formation of deposits;
– the soiling of wire and felt;
– the generation of unpleasant odours in the finished product.
Managing these contaminants is, therefore, a complex activity, which is however of the utmost importance to guarantee the sustainability of continuous processes with closed water cycles.
The reduction of the various types of contaminants generally requires both preventive and corrective targeted actions.
Constant monitoring, analysis and the understanding of the nature of possible stains, deposits and unpleasant odours that might be present in the installation or on the finished product are fundamental to have a good control of the contaminants in the water cycle. To this end, two cutting-edge analytical protocols are proposed in this work in order to understand the chemical nature of the deposits observed in various stages of the production chain and the bad odours perceived on the finished products. The goal of these protocols is to support production process experts to identify the possible causes in order to reduce the effects above.
Study of deposit formation
The increase of deposits of organic and inorganic nature is a common phenomenon in continuous papermaking production plants characterized by very closed water cycles. This works reports on an analytical method aimed at studying the nature and growth of deposits of various types on the metal and non-metal parts of the continuous papermaking machine during the normal operation of the production installation.
Organic and inorganic contaminants and the products of microbiological activities can aggregate and remain trapped in the meshes of webs and felts or deposit in some parts of the installation with limited turbulence. Understanding the nature of the deposits is paramount to identify their causes and prevent their formation.
Experimental method
In order to study the chemical nature and growth of the deposit, the sample must comply with a three-stage protocol:
1. Qualitative analyses;
2. Analysis through FT-IR infra-red spectroscopy;
3. Analysis with SEM-EDS electronic microscope.
In the first stage, the sample undergoes a quality check to identify the nature of the main constituents of the deposit.
In particular, in this stage the sample is divided in parts and processed with acid solutions and organic solvents in order to identify which of these treatments enables the partial or total solubilisation of the residue.
If one witnesses a major disgregation in acid environment, it is reasonable to assume that the deposit is, for most part, made up of inorganic material, while if one observes a disgregation in one of the tested organic solvents, it is reasonable to assume that the deposit is composed by organic material.
If the deposit is made up of organic material, the analysis is carried out through FT-IR infra-red spectroscopy with a spectrophotometer properly equipped for ATR surface analysis; this technique makes it possible to observe the type of chemical bonds present in the deposit and compare them with the ones observed in the main raw materials used in paper production and in the natural compounds, which can be introduced with raw materials or originate from microbiological activity.
Later on, the deposits of both organic and inorganic nature are stabilized and analysed with the scanning electron microscope (SEM) and with the energy-dispersive X-ray spectroscopy (SEM-EDX).
This technique makes it possible to observe the various layers the deposit is composed of, so as to analyse the material that made it possible for the deposit to adhere to the surface of the installation.
This analytical approach has often been used also in the investigation of stains found on the wire of the continuous machine.
Case-study 1: stains on paper
Samples are one-layer tissue paper with yellowish-orange strips.
A part of the sample was subject to the qualitative test showing poor solubilisation in organic solvents, as well as almost total inertia in acid solutions.
Stains were then analysed through infra-red spectroscopy with FT-IR equipped with ATR surface analysis device. The spectra obtained were then compared with the ones obtained from various process additives, which had previously been heat-treated to simulate the drying process applied to the paper sheet.
The FT-IR spectrum of the stains shows bonds similar to those of the dried epichlorohydrin resin.
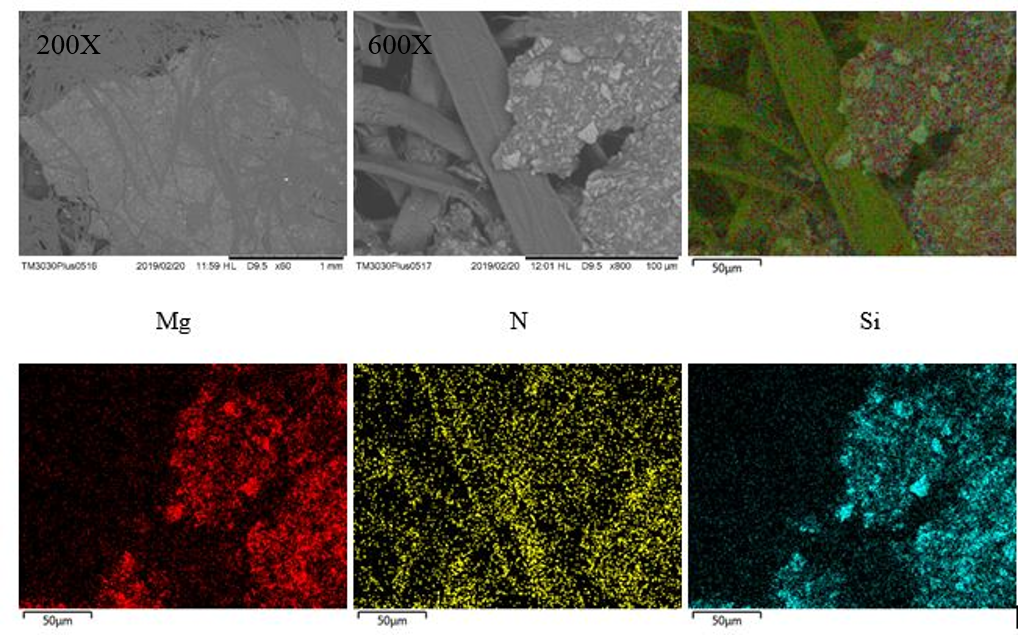
The stains were furthermore analysed with the scanning electron microscope (SEM) to confirm their chemical nature.
The material included in the fibres looks amorphous and compatible with polymeric material rich in nitrogen; the amorphous structure furthermore shows contaminants with a regular geometric shape made up of silicon and magnesium (Figure 1).
By way of conclusion, it is reasonable to assume that the stains are made up of agglomerated epichlorohydrin resin.
Case-study 2: study of the growth of a deposit in prime waters
In this case, the nature and growth of a deposit on a metal surface in touch with the prime waters of a tissue paper mill were analysed.
Over time samples have been collected to study the evolution in deposit growth and identify the compounds that is first responsible for the aggression of the metal.
Samples were then stabilized and underwent topographic analyses, as well as element composition analyses (SEM-EDX).
The dish showed dark and not evenly distributed structures. They feature an irregular morphology and include elements of different shapes. After two months, layers of material of different nature were observed. In particular, the metal surface highlighted the homogeneous growth of inorganic material, on which fibres and organic material were fixed; above them, a layer of inorganic material then formed.
The sample shows an apparent reduction of iron concentration, which is probably due to the surface growth of organic and inorganic materials. A marked reduction of the surface content of carbon and oxygen can be namely observed, together with the appearance of other elements.
In conclusion, the sample showed that phosphorous-, sodium-, calcium- and magnesium-based inorganic compounds were responsible for the first aggression to the metal. Organic materials of various nature and fines then added to this inorganic materials.
Study of the causes for bad odours in finished products
Odour is a feature of materials due to the presence of volatile and semi-volatile compounds or their mixtures, which can be identified by receptors in the human nose.
It is important to point out that not all individuals have the same sensibility and tolerance to odour compounds [2].
The appearance of a specific odour in paper and cardboard products can be due to the presence of different chemical compounds, which takes place through 3 main processes:
– degradation of technology adjuvants;
– the use of additives containing solvents;
– microbiological fermentation [3].
It is fundamentally important to be able to identify the compounds that cause a possible odour and their possible origin in order to act on the reasons. To this end, in this contribution we propose an analytical protocol, whose aim is to identify the compounds that cause the possible odour perceived and the causes of their origin.
Experimental method
The analysis protocol includes three stages:
1. Organoleptic analysis in compliance with the UNI EN 1230-1 method;
2. Analysis of the technical data-sheets of the process additives used;
3. Analysis of volatile and semi-volatile compounds through GC-MS.
Samples undergo an organoleptic analysis, as described by the UNI EN 1230-1 standard, in order to identify the intensity of the odour perceived by 12 trained expert panels.
Later on, the technical data-sheets of all the products and raw materials used in the production process are analysed in order to identify the presence of low-boiling substances with odour-inducing properties.
Finally, the sample undergoes the headspace analysis through GC-MS in an attempt to identify the presence of possible volatile or semi-volatile compounds.
Working conditions: Temperature range: 80°C-300°C. Carrier gas: helium. Non-polar methyl-polysiloxanic chromatography column.
Compounds are identified based on comparison with the 2017 NIST library.
Samples were furthermore subject to cold extraction and ALS analysis through gas-chromatography combined with MS mass spectrometry. MS Agilent Technologies 5977 AMSD GC System 7890B Model: G7038A.
Compounds are identified based on comparison with the 2017 NIST library.
Case-study 1: odour problems in a napkin
The sample consists in a printed napkin, which has problems of bad odour.
The intensity of the odour perceived in compliance with the UNI EN 1230-1 method is 2, i.e. moderate odour. Based on the intensity of the odour, some expert panels highlighted the odour type (e.g. smoking smell, fish smell and burning smell).
The analysis of the technical sheets of the raw materials and chemical additives used for the production of the napkin has enabled to identify the raw materials containing chemicals with a characteristic odour that can be perceived by man and those materials, which can generate bad smell substances in the degradation process.
The sample eventually underwent the headspace analysis through GC-MS to identify the volatile compounds contained in it and compare them with the results of the analysis of the technical sheets.
The printed napkin contained amines, like N,N Dietil 3 Buten-1- amine and N-tertbutylethylamine, which show a typical burning smell. These compounds can originate from the decomposition of polymers containing amide and acryloamide groups, like polyacryloamides and polyamides.
Based on these results, a number of technology adjuvants have been selected, like retention, cationizing and fixing agents.
These products were subject to heat stress to simulate the paper drying process and reproduce the degradation effects they might have encountered.
The residues of the treatment described above were then subject to headspace analysis through GC-MS and the result was compared with the findings obtained from the analysis of the printed napkin.
Volatile compounds detected in the heat-stressed technology adjuvants compared to the volatile compounds found in the napkin.
The fixing agent shows amide volatile compounds similar to the ones detected in the sample. Based on these results, it is reasonable to assume that the smell perceived is due to the degradation of the fixing agent used.
Conclusions
This work reports on two cutting-edge analytical protocols, which have been proposed in order to understand the chemical nature of the deposits observed in various stages of the production chain and the bad odours perceived on the finished products. The goal of these protocols is to support production process experts to identify the possible causes in order to reduce the effects above and act to remedy them.
REFERENCES
[1] Martin A. Hubbe Water and Papermaking 2. White Water Components, Paper Technology 48 31-40 (2007)
[2] Belgiorno V., Naddeo V., Zarra T Caratterizzazione degli odori per la valutazione di impatto ambientale (2010)
[3] A. Korpi, A.L. Pasanen, P. Pasanen Applied and environmental microbiology 46 2914-2919 (1998).
The Paper Quality Centre

Lucense is a research institution set up in Lucca in 1984, which carries out industrial research, experimental development and technology transfer activities. Quality, innovation, sustainability and competitiveness: these are the fields where Lucense has developed its competences to support the growth and competitiveness of businesses, especially of the ones in the paper supply chain. The Paper Quality Centre is Lucense’s operational unit: it is an internationally accredited test, experimentation and research lab, which works in the field of pulp-based materials. It is, furthermore, a lab accredited by Accredia.